
焊缝无损检测
外观测试
渗透测试
超声波测试
脉冲回波技术
音高捕捉技术
回声阴影技术
TOFD技术
涡流测试
磁粉测试
射线照相测试
焊接是所有工业部门中最常见的永久性接头。 根据焊接方法(手动电弧焊,自动或半自动,埋弧焊,气体保护电弧焊,电阻焊等)以及接头构造(对接,角焊, 三通,搭接焊缝)。 但是,在大多数情况下,无论焊接方法如何,焊接接头在焊接结束时都要进行质量测试。 缺陷检测旨在识别导致焊接强度降低或密封性差的各种缺陷。 及时发现此类缺陷会严重影响整个焊接结构使用寿命的确定。 焊接质量对于高压容器和系统以及承重结构尤其重要。
无损检测是焊接接头的主要检查方法,因为它可以保持被测产品的完整性和性能。 有很多非破坏性测试技术,以及基于特定技术的各种仪器模型。 选择任何一种技术时,必须考虑许多因素,例如待焊接零件的材料,焊接结构,表面状况,质量要求,接触,潜在缺陷的类型和位置(间断),性能和 测试费用。 因此,没有单一的通用无损检测技术,因此成品的质量,可靠性和耐用性将在很大程度上取决于最合适的选择。

外观检查

该方法结合了视觉检查和焊缝几何参数的测量,以检查其是否符合要求的值。 在测试之前,应清除焊缝上的水垢,焊渣和金属飞溅物。 之后,应使用酒精处理表面,或使用10%的硝酸溶液进行蚀刻。 作为此类测试的工具,通常使用5或10功率放大器以及照明设备和测量仪器(标尺,卡尺,模板)来验证焊缝和缺陷尺寸。 尽管表面上看起来很简单,但这种类型的测试还是非常有效的,并且可以先于其他方法使用。 如果在此阶段已检测到缺陷,则认为焊缝不合格,因此不进行进一步测试。 这种方法的一个明显的缺点是无法检测大多数隐藏的缺陷以及评估方法的主观性,这需要无损检测员的大量经验。
渗透测试

该方法基于液体渗透并填充最小的毛细通道的能力,而这些毛细通道基本上是由焊接缺陷造成的。 此类缺陷包括会破坏材料表面的气孔和裂纹。 液体的渗透速率和深度取决于毛细管的半径和液体的润湿性。 因此,渗透剂方法对于检测表面缺陷非常有效。 为了提高其效率,使用了所谓的渗透剂,由于它们的表面张力小,它们可以渗透到毛细管的深处。 它们的明亮颜色使它们引人注目,从而有助于发现缺陷。 渗透测试试剂盒通常包括渗透剂。 清洁剂,用于在测试前彻底清洁表面; 显影剂,用于从缺陷中提取渗透剂并在对比背景上创建指示图案,使用该图案可以查看缺陷的大小和形式。
这种测试方法类似于视觉方法,因为它以焊接的视觉检查为前提,因此具有相同的缺点
超声波测试
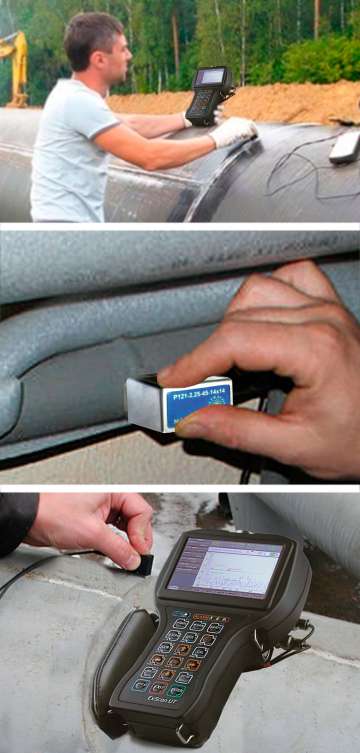
超声波测试是最常见的方法之一,因为它可以确保准确检测焊缝内部的隐藏缺陷。 该方法基于使用超声波,该超声波通过金属层传播并从其边界和内部不连续性的边界反射。 根据发送信号和反射信号之间的时间差以及反射信号的形状和幅度,不仅可以评估金属厚度,还可以评估声路上遇到的缺陷。 用于超声波测试的仪器称为探伤器. 探伤器利用专用换能器(超声波信号的发射器/接收器),可以实现回波脉冲,音高捕获和回波阴影技术。
脉冲回波技术
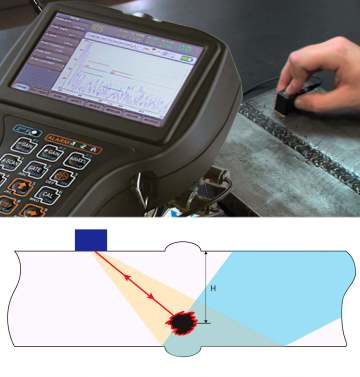
利用脉冲回波技术,换能器将探测信号发送到测试对象,并接收从缺陷以及产品设计特性反射的回波信号。 基于信号到达的时间,可以发现缺陷的位置,并基于信号幅度-缺陷的大小。 该技术的缺点是需要使缺陷具有垂直于超声波束的反射表面或位于产品表面附近。 例如,脉冲回波技术不允许检测不靠近被测产品表面的平面缺陷(裂纹和熔合不足)。
回声镜法
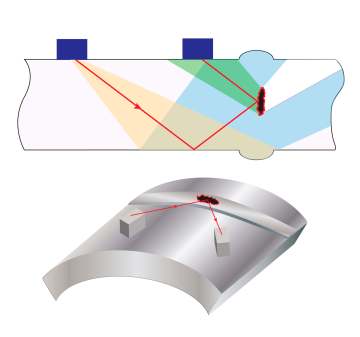
相反,可以通过回声镜法,Duet和Tandem来识别平面缺陷(裂纹和缺乏融合)。 这是通过安装一对换能器来实现的,从而使第一换能器发出的信号在从平面缺陷反射后返回到第二换能器。
回声阴影技术
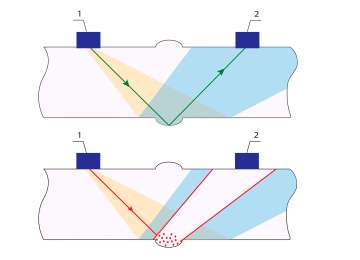
但是,即使是音高捕捉模式也不能保证检测到所有不同方向的缺陷。 为此,使用回声阴影技术,将换能器放置在焊缝的两侧,以便从背面反射的信号到达接收器。 穿过超声波束的几乎任何方向的足够大的缺陷都会遮盖上述信号,这证明了它们的发现。 但是,不幸的是,该技术无法提供有关检测到的缺陷的位置(坐标)的确切信息。 为了从超声探伤仪获得准确的读数,有必要借助通常与仪器一起提供的专用参考块进行初步设置。 根据特定应用或特定的无损检测任务,也可以单独购买各种类型的参考块。
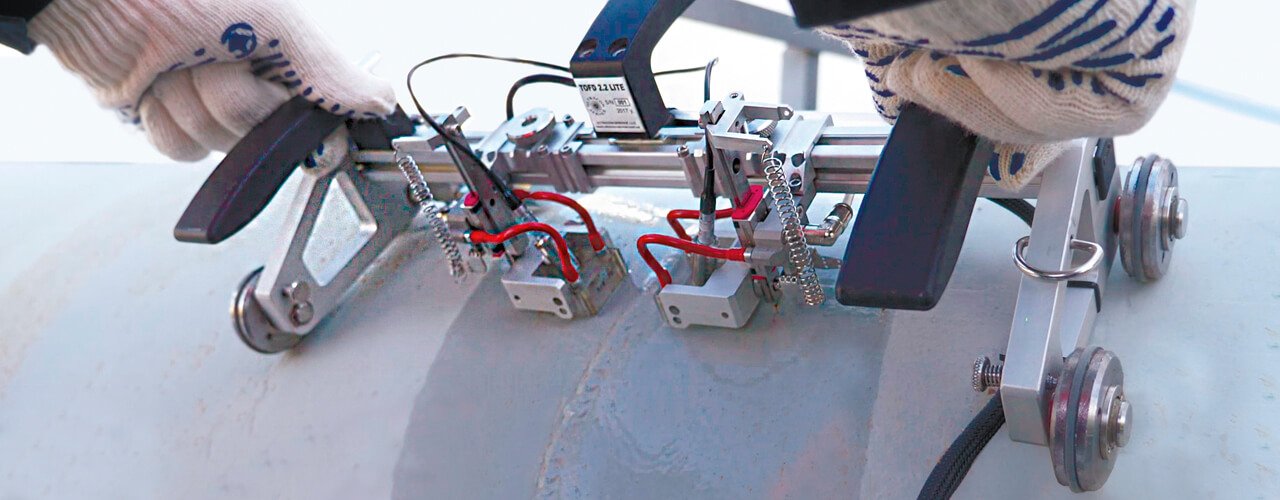
TOFD技术
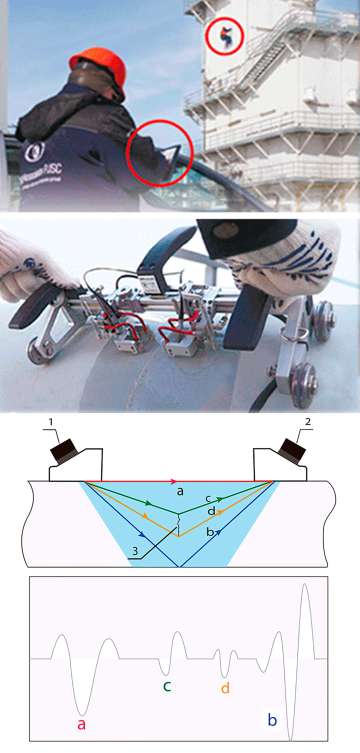
近几十年来,用于焊接检查的超声飞行时间衍射(TOFD)技术已变得越来越普遍。 TOFD技术基于超声波与不连续边缘的相互作用。这种相互作用导致产生具有宽角度范围的衍射波。衍射波的检测能够确定不连续性的存在。报告信号的传输时间是估算不连续高度的一种度量,从而可以确定不连续性的大小,该不连续性始终由衍射信号的传输时间确定。信号幅度不用于调整大小。在这种情况下,纵向波和剪切波都会产生并施加。主要信息特征是信号的到达时间。与传统的手动超声测试相比,TOFD技术具有许多优点:
- 生产率提高几倍;
- 对缺陷取向的敏感性低;
- 可能不估计而是测量平面缺陷的实际尺寸;
- 测试结果的高度可报告性。
为了实施 TOFD技术, 需要使用特殊设备,将一对或几对换能器放置在焊缝的两侧,并在检查过程中沿其移动。
涡流测试

涡流无损检测基于对外部电磁场与该场在测试对象中感应的涡流电磁场相互作用的分析。 ET检测器的工作原理基于涡流方法,该方法包括局部测试区域中涡流的畸变,然后记录由缺陷和电物理引起的涡流电磁场的变化。测试对象的属性。该方法的特点是测试深度小,因为它可用于检测材料的裂纹和不连续性,深度可达2 mm。涡流测试仪的设计和设置过程类似于其超声波对讲机的设计和设置过程,相应地使用涡流探头和涡流参考模块。显然,超声波和涡流检测方法是相辅相成的,可确保在整个焊接深度和范围内对焊缝进行百分百的可靠检查。 OKOndt GROUP制造用于涡流无损检测的一系列涡流探伤仪。
磁粉测试

磁粉检查是一种无损检测的方法,它基于磁粉颗粒与磁化测试对象缺陷中产生的磁散射通量之间的相互作用现象。
磁粉法旨在检测表面和地下不连续性,例如发际线,各种起源的裂纹,焊接接头中的熔合不足,剥落,重叠,撕裂等。磁粉探伤仪可通过用一组由脉冲或直流电驱动的磁化装置产生的圆形或纵向磁场磁化单个测试区域或整个产品,来测试各种形状的孔的组件,焊缝,内表面, 通过使用永磁体。
射线照相测试

此处仅描述射线照相,目的是提供用于焊缝检查的无损检测方法的完整图片。 尽管此方法非常严格,但其应用受到了限制,因为它与使用具有高渗透力的伽马射线和X-射线有关,这使它们可以穿过金属,而缺陷被记录在薄膜上。 这增加了对人类健康的危害。 另外,这种类型的仪器非常昂贵。 因此,这是一种非常特殊的测试方法,需要使用适当的个人防护设备以及创建用于测试的实验室条件。 因此,我们考虑了焊缝无损检测的主要方法。 显然,超声波,涡流和磁粉探伤的组合使用可确保最准确的测试结果和安全的测试条件。